45
major application
minor application
roughing
pre-finishing
finishing
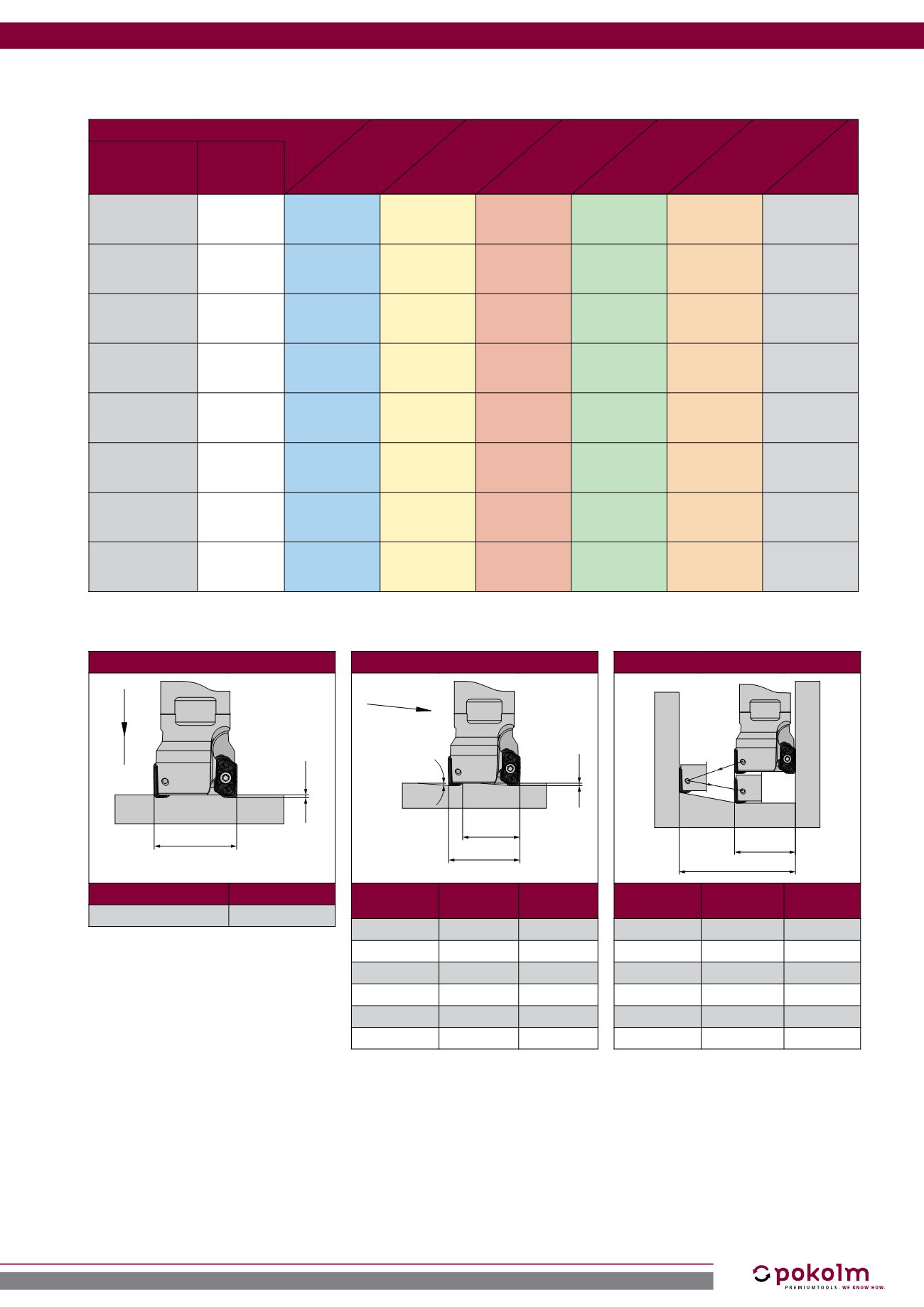
Plunging
d
1
X
Cutter diam. d1
X
max
16-52
2.5
Ramping
α
d
1
Y
X
Cutter diam.
d1
α
°
y
16
<24,5
5.3
20
<14,5
9.3
25
<8
14.3
32
<5
21.3
42
<3
31.3
52
<2,5
41.3
Helix
D min max
d
1
Cutter diam.
d1
D
min
D
max
16
21.3
32
20
29.3
40
25
39.3
50
32
53.3
64
42
73.3
84
52
93.3
104
Extended operation data
Material
steel
stainless steel
cast iron
non-ferrous
materials
high-temperature
alloys
hardened steel
Quality
Coating
Application
K10 polished
roughing
pre finishing
finishing
-
-
-
100
450
800
100
450
800
100
450
800
-
-
HSC 05 PVFN
roughing
pre finishing
finishing
120
160
200
120
160
200
-
-
100
150
200
100
150
200
-
-
-
80
150
220
40
130
220
40
130
220
P40 PVGO
roughing
pre finishing
finishing
100
150
200
100
150
200
160
205
250
90
110
130
90
110
130
110
135
160
110
130
150
110
130
150
120
150
180
-
60
80
100
60
80
100
80
100
120
-
M40 PVST
roughing
pre finishing
finishing
80
140
200
100
150
200
-
80
130
180
100
155
210
120
185
250
-
-
30
55
80
40
65
90
60
90
120
-
M35 PCTC
roughing
pre finishing
finishing
-
110
155
200
120
175
230
160
220
280
-
-
30
65
100
40
75
110
60
100
140
-
K10 PVTi
roughing
pre finishing
finishing
-
-
-
100
450
800
100
450
800
100
450
800
-
-
35
68
100
-
-
35
143
250
K10 PVDiaN
roughing
pre finishing
finishing
-
-
-
100
450
800
100
450
800
100
450
800
-
-
PCD uncoated
roughing
pre finishing
finishing
-
-
-
200
400
600
400
600
800
600
800
1000
-
-
Cutting speed (Vc in m/min)


