FROM PRACTICE TO PRACTICE
O
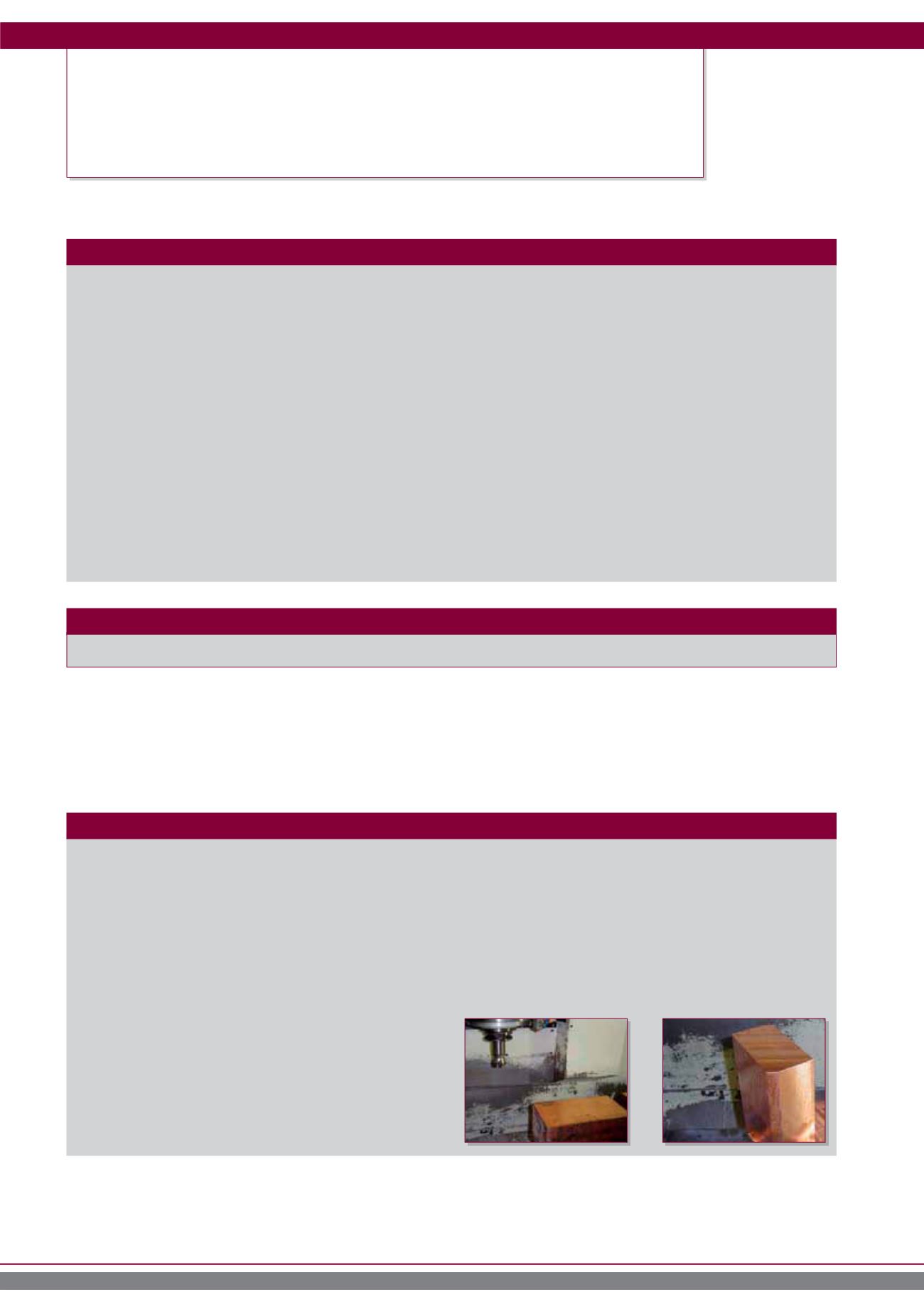
Optimizing of machining a component from Cu-HCP
(CW021A) (best selected copper min.99.5% purity),
with a tensile strength of approx. 300 N/mm² only, but
a breaking elongation of over 40%. The metal removal
volume for this component was 55%, for a quantity of 48
pieces. Previously, this component with unmachined dimen-
sions of 258mm long, 123mm wide and 211mm high was
machined with a Square Shoulder Face- and Slot Milling
Cutter with inserts having 0.8mm corner radius. But with
this tool, maximum cutting depth of a
p
= 3mm could be
realized, otherwise the component started vibrating under
the enormous cutting pressure. This was a very negative in-
fluence to the roughing operation. Although the customer
had rated the tool life of the inserts as satisfying, this was
not our valuation at all.
The no. of components was increasing constantly , and re-
garding production capacity, a decision had to be made. A
solution for better machining possibilities was found by our
applications engineers immediately. The new milling cutter
body from our
Slotworx
®
-L range 5 52 368
(52mm diam., r = 1) should be suitable outstandingly for
this application, and it was selected together with our new
indexable inserts 05 68 896, specially developed for cutting
corrosion- acid- and heat-resistant materials, having sharp,
but slightly radiused cutting edges and our special coating
with lubrication additives. This special coating avoids chip-
built-up of this best selected copper and cares together with
a sufficient coolant supply for optimum chip removal.
T
his component has been produced countour-parallel in
z-constant cycle in climb milling as well as conventional
milling. Regarding machining time, the feed rate and thus
the chip volume has been increased by 4 times. This results
in a reduction of the previous machining time from approx.
30 minutes to slightly more than 6 minutes. Through the spe-
cial design of the minor cutting edge of these
Slotworx
®
-L
inserts we could achieve very good surface smoothness and
minor waviness in the vertical parts of the component, even
in cutting depth a
p
of 5mm.
component
:
Nut
material
:
Cu-HCP, CW021A
arbor
:
50 22 710 (∅22, SK 50)
cutter body
:
5 52 368 (∅52 / R 1)
insert
:
05 68 896, M40
coating
:
PVST
overhang
:
103mm
v
c
(speed.):
571 m/min
v
f
(feed rate):
4,000mm/min
S
(revolutions):
3,500 1/min
f
z
(feed per tooth):
0.229mm
a
p
(depth of cut):
5mm
a
e
(width of cut):
32mm
chip volume
:
640 cm
3
/min
machining time
:
06:07 min
Machining time of this component has been reduced from 5
to 1.5 hours. This results – for 48 components and a calcu-
lated machine hour rate of 50€/hour – in savings of approx.
more than 8000 €. Plus an increased machine availablility
of 168 hours, which represents working hours of a com-
plete month anyhow. This time saving can be used for other
projects.
Cu-HCP
MACHINE
MATERIAL
MACHINE CONTROL
OKUMA
Okuma CNC
job description:
EXAMPLE FROM PRACTICE:
RESULT:
22
slotworx
®
square shoulder face milling cutter bodies milling cutter bodies


