127
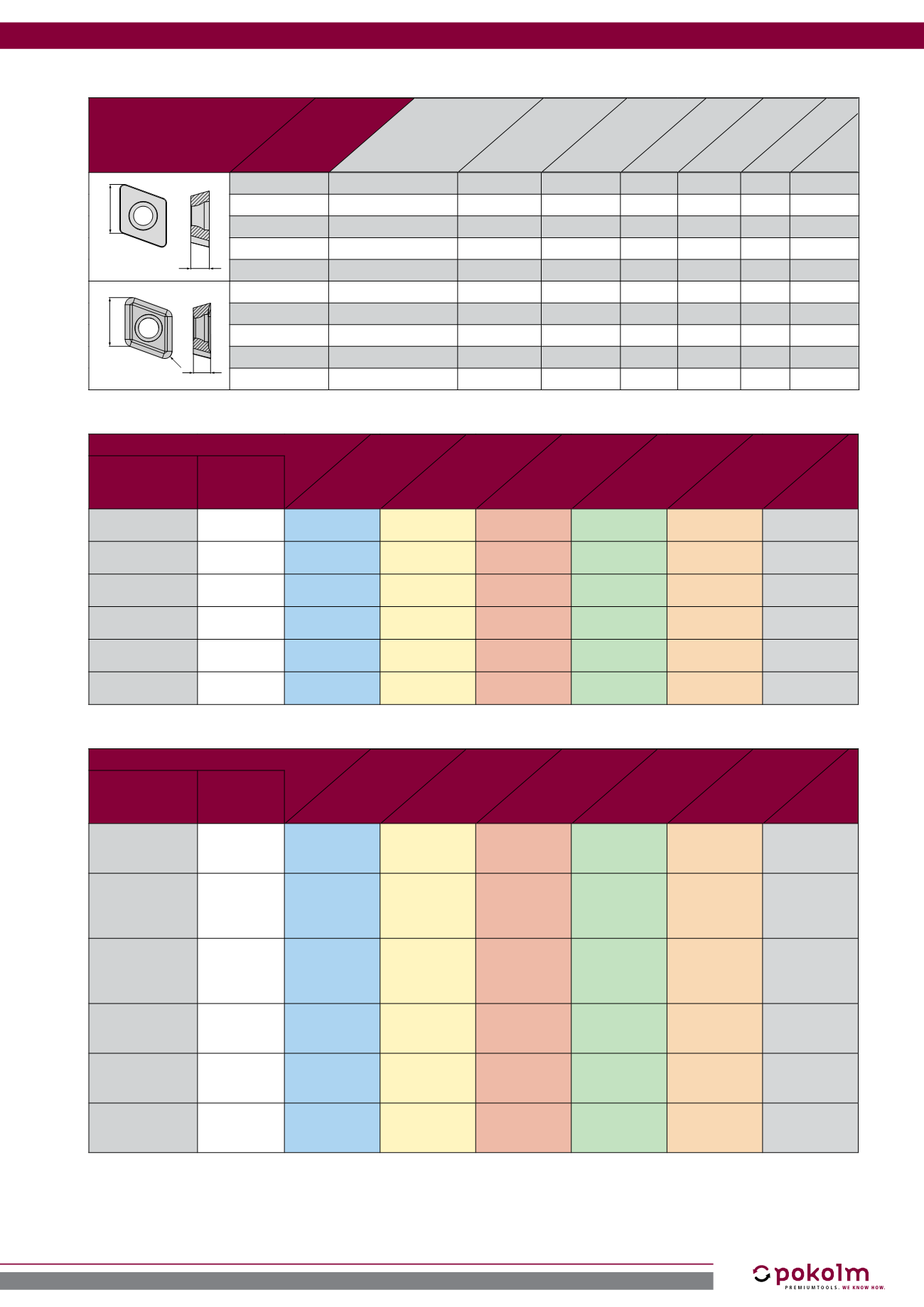
major application
minor application
roughing
pre-finishing
finishing
Material
steel
stainless steel
cast iron
non-ferrous
materials
high-temperature
alloys
hardened steel
Quality
Coating
Feed per
tooth | d.o.c.
HSC 05 PVTi
f
z
(mm)
a
p
(mm)
0,1-0,2
0,1-0,55
0,1-0,2
0,1-0,25
0,1-0,3
0,1-1
-
-
0,1-0,2
0,1-0,55
CBN for steel
uncoated
f
z
(mm)
a
p
(mm)
-
-
-
-
-
0,1
0,1
PCD uncoated
f
z
(mm)
a
p
(mm)
-
-
-
0,1-0,35
0,1-1
-
-
K10 polished
f
z
(mm)
a
p
(mm)
-
-
-
0,1-0,2
0,1-0,55
-
-
K10 PVTi
f
z
(mm)
a
p
(mm)
-
-
-
0,1-0,2
0,1-0,55
-
-
K10 PVDiaN
f
z
(mm)
a
p
(mm)
-
-
-
0,1-0,35
0,1-1
-
-
Indexable inserts
Catalogue no.
DIN Specification
Carbide Grade
Coating
l
s
r
M
s
l
02 79 835 XDHW 060210 SN
HSC 05
PVTi
6.5
2.38
1
M 2.5
02 79 892 XDHW 060210 SN CBN for steel
uncoated
6.5
2.38
1
M 2.5
02 79 894 XDHW 060210 SN
PCD
uncoated
6.5
2.38
1
M 2.5
r
l
s
02 79 831P XDHT 060210 EN
K10
polished
6.5
2.38
1
M 2.5
02 79 880 XDHT 060210 EN
K10
PVTi
6.5
2.38
1
M 2.5
02 79 880 D XDHW 060210 SN
K10
PVDiaN
6.5
2.38
1
M 2.5
Feed per tooth (fz) | d.o.c. (ap)
Cutting speed (Vc in m/min)
Material
steel
stainless steel
cast iron
non-ferrous
materials
high-temperature
alloys
hardened steel
Quality
Coating
Application
HSC 05 PVTi
roughing
pre finishing
finishing
-
150
275
400
150
275
400
-
-
100
150
200
100
150
200
150
225
300
200
275
350
-
-
-
35
143
250
35
143
250
CBN for steel
uncoated
roughing
pre finishing
finishing
-
-
-
-
-
-
-
400
700
1000
PCD uncoated
roughing
pre finishing
finishing
-
-
-
-
200
500
800
400
700
1000
-
-
K10 polished
roughing
pre finishing
finishing
-
-
-
-
100
450
800
100
450
800
-
-
K10 PVTi
roughing
pre finishing
finishing
-
-
-
-
100
450
800
100
450
800
-
-
K10 PVDiaN
roughing
pre finishing
finishing
-
-
-
-
100
450
800
100
450
800
-
-


