Material
steel
stainless steel
cast iron
non-ferrous
materials
high-temperature
alloys
hardened steel
Quality
Coating
Feed per
tooth | d.o.c.
HSC 05 PVTi
f
z
(mm)
a
p
(mm)
0,5-1,25
0,3-0,65
-
-
-
-
0,1-0,75
0,1-0,4
P40 PVTi
f
z
(mm)
a
p
(mm)
1,25-2
0,65-1
-
-
-
-
-
P25 PVTi
f
z
(mm)
a
p
(mm)
1,25-2
0,65-1
-
-
-
-
-
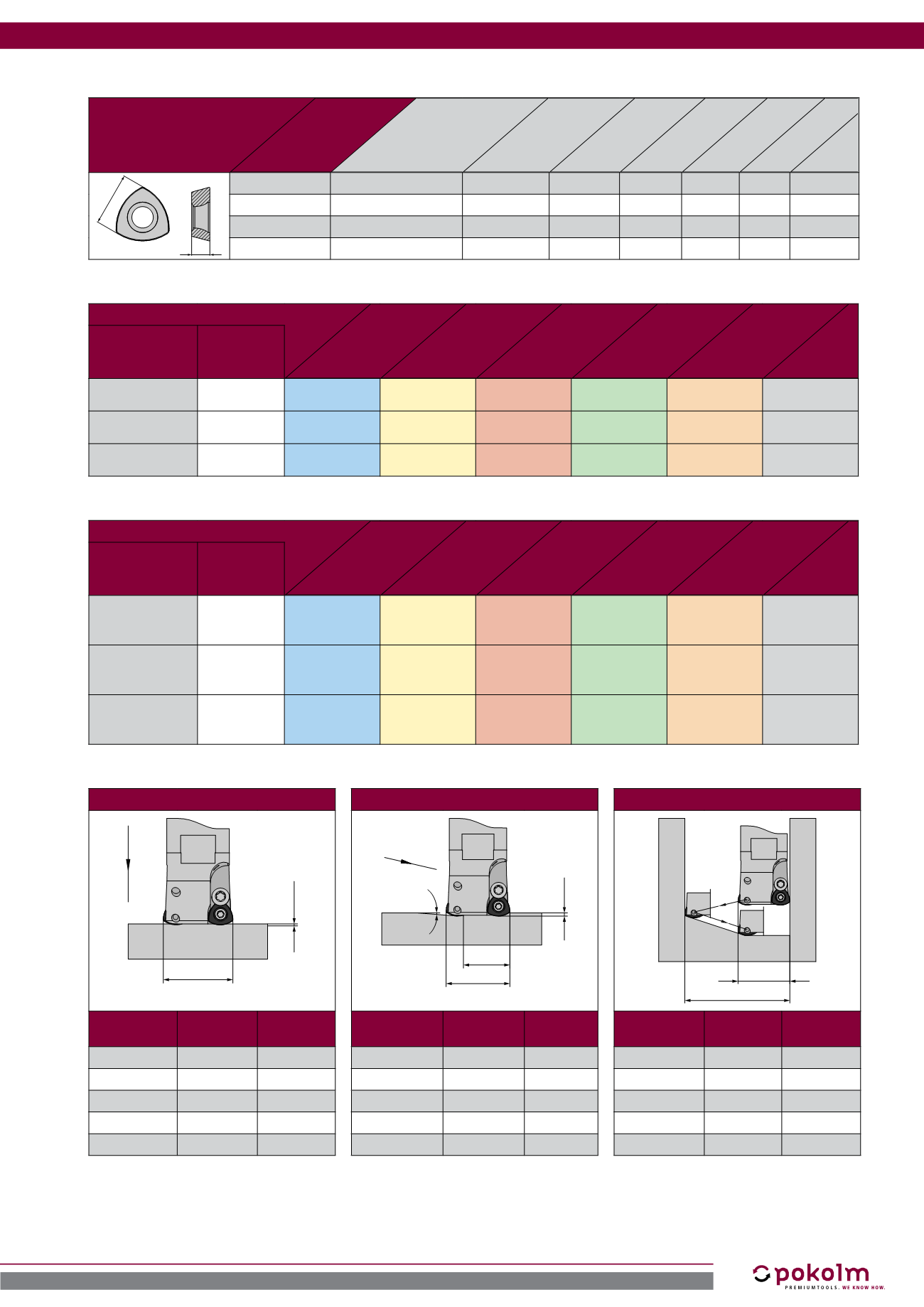
Indexable inserts
Catalogue no.
DIN Specification
Carbide Grade
Coating
l
s
r
M
l
s
03 73 835 WDHX 100310 SN
HSC 05
PVTi
10.3
3.4
1
M 3.0
03 73 840 WDHX 100310 SN
P40
PVTi
10.3
3.4
1
M 3.0
03 73 850 WDHX 100310 SN
P25
PVTi
10.3
3.4
1
M 3.0
Feed per tooth (fz) | d.o.c. (ap)
Cutting speed (Vc in m/min)
Material
steel
stainless steel
cast iron
non-ferrous
materials
high-temperature
alloys
hardened steel
Quality
Coating
Application
HSC 05 PVTi
roughing
pre finishing
finishing
-
150
275
400
-
-
-
-
-
-
35
143
250
-
P40 PVTi
roughing
pre finishing
finishing
100
160
220
-
-
-
-
-
-
-
P25 PVTi
roughing
pre finishing
finishing
100
200
300
-
-
-
-
-
-
-
Extended operation data
Ramping
d
1
X
Y
α
Cutter diam.
d1
α
°
y
25
<12
7
30
<7,1
12
35
<5
17
42
<3,6
24
52
<2,5
34
Helix
D min max
d
1
Cutter diam.
d1
D
min
D
max
25
32
50
30
42
60
35
52
70
42
66
84
52
86
104
Plunging
d
1
X
Cutter diam.
d1
D
p
X
max
25
16.2
1.5
30
21.2
1.5
35
26.2
1.5
42
33.2
1.5
52
43.2
1.5
183


