E
S
F
T
s = 1,59 01
s = 1,98 T1
s = 2,38 02
s = 2,78 T2
s = 3,18 03
s = 3,97 T3
s = 4,76 04
s = 5,56 05
s = 6,35 06
s = 7,94 07
s = 9,52 09
r = 0,2 02
r = 0,4 04
r = 0,8 08
r = 1,2 12
r = 1,6 16
r = 2,4 24
A = 3°
B = 5°
C = 7°
D = 15°
E = 20°
F = 25°
G = 30°
N = 0°
P = 11°
A = 45°
D = 60°
E = 75°
F = 85°
P = 90°
χ
r
5
6
7
8
9
10
5
8
6
9
l
s
r
R
N
L
R
s
s
s
l
l
l
l
l
l
d
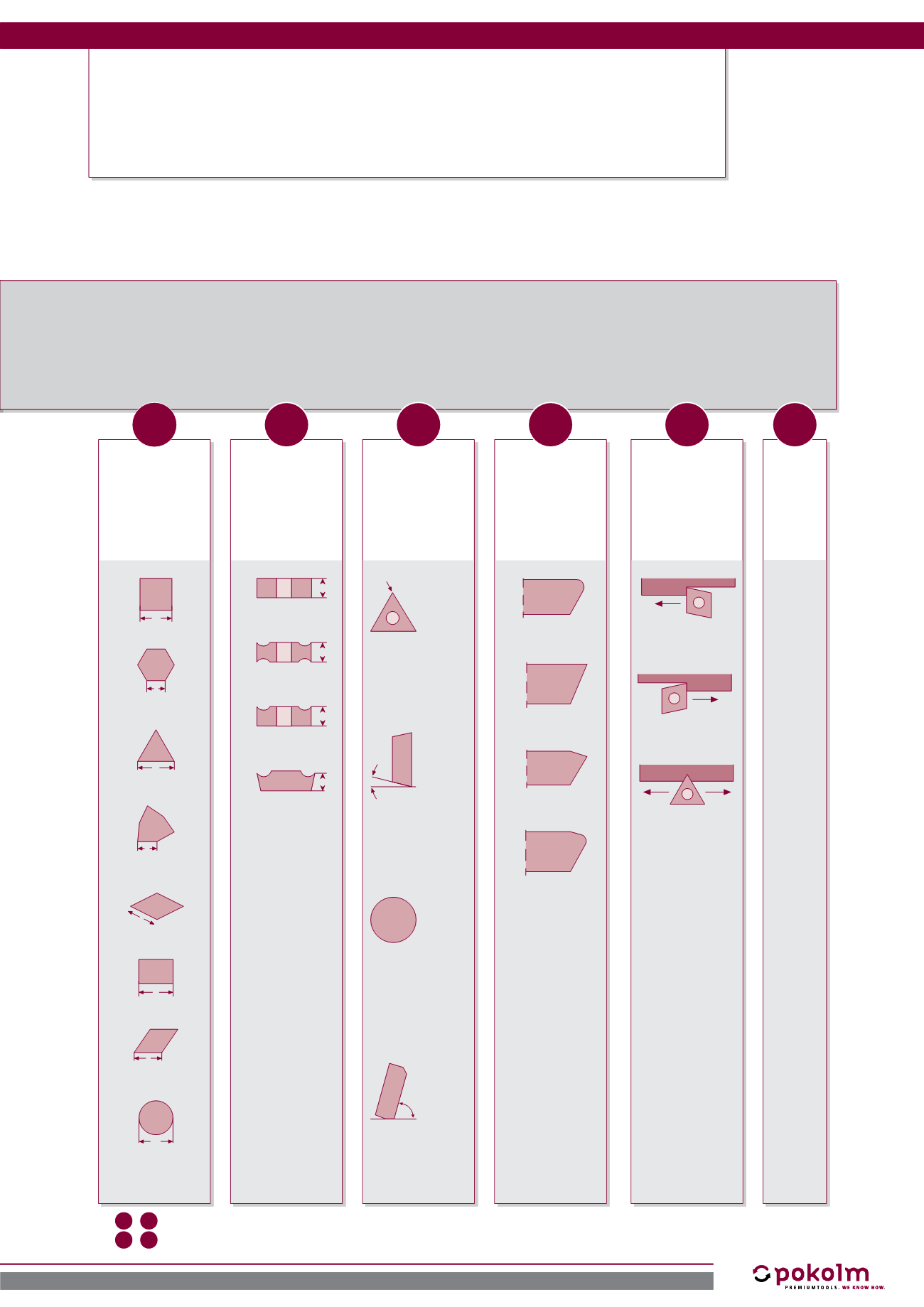
16 04 M0 T N -
Length of
cutting edge
Thickness
Corner configu-
ration
Cutting edge
shape
Advance feed Special
code for
manuf.
Z = other clearence
angle
00 for diameters
in the imperial system
converted to mm.
M0 for diameters
in the metric system.
Rake angle χr
One or two-digit codes
(numbers or letters) are selected by manufacturer.
They must be seperated from the prior codes by a hyphen ( - ).
for + Figures after the comma are to be disregarded. In the case of a one-digit code, a lead “0“ must be added (e.g. the code for 4.76 mm is 04).
for + Codes 8 and/or 9 are used only if required.
Clearance angle on wi-
per edge
Z = other clearence
angle
211
Identification code according ISO 1832 2


