Technical information
Material
steel
stainless steel
cast iron
non-ferrous
materials
high-temperature
alloys
hardened steel
Quality
Coating
Feed per
tooth | d.o.c.
HSC 05 PVTi
f
z
(mm)
a
p
(mm)
-
-
0,2-1,5
0,2-0,5
-
-
0,1-1
0,1-0,5
P40 PVTi
f
z
(mm)
a
p
(mm)
0,2-1,5
0,2-0,5
-
-
-
-
-
M40 PVST
f
z
(mm)
a
p
(mm)
-
0,2-1
0,2-0,5
-
-
0,2-0,8
0,2-0,5
-
Material
steel
stainless steel
cast iron
non-ferrous
materials
high-temperature
alloys
hardened steel
Quality
Coating
Application
HSC 05 PVTi
roughing
pre finishing
finishing
-
-
100
150
200
150
225
300
-
-
-
100
175
250
35
143
250
-
P40 PVTi
roughing
pre finishing
finishing
100
160
220
100
175
250
-
-
-
-
-
-
M40 PVST
roughing
pre finishing
finishing
-
80
130
180
100
155
210
-
-
-
30
55
80
40
65
90
-
-
Feed per tooth (fz) | d.o.c. (ap)
Cutting speed (Vc in m/min)
Extended operation data
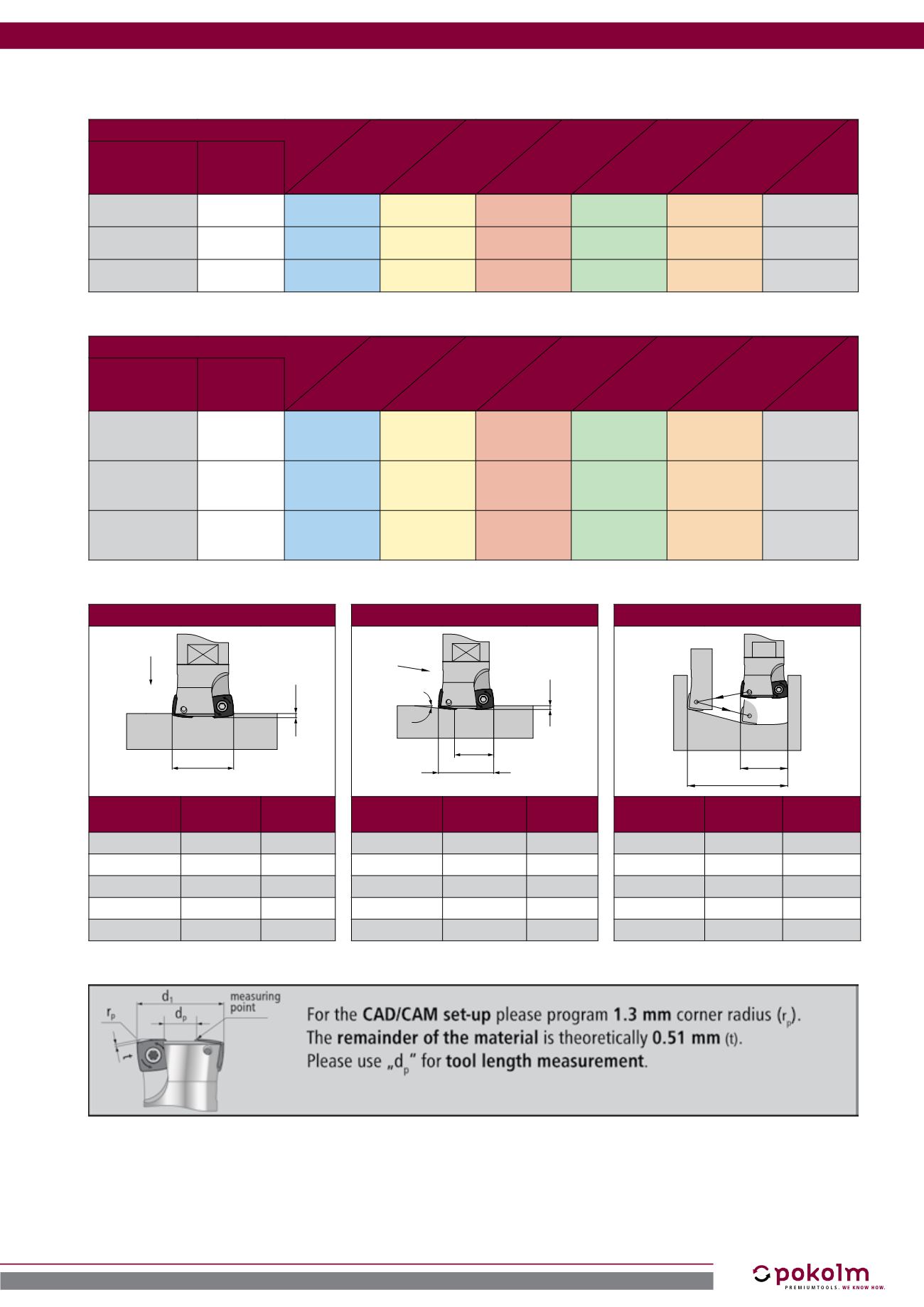
Ramping
Y
d
1
X
α
Cutter diam.
d1
α
°
y
14
<13,5
4
16
<8,8
6
18
<6,6
8
20
<5,2
10
25
<3,3
15
Helix
D min/max
d
1
Cutter diam.
d1
D
min
D
max
14
18
28
16
22
32
18
26
36
20
30
40
25
40
50
Plunging
d
1
X
Cutter diam.
d1
D
p
X
max
14
3.7
1
16
5.7
1
18
7.7
1
20
9.7
1
25
14.8
1
169


